
|Articles|June 1, 2019
- The Column-06-04-2019
- Volume 15
- Issue 6
Tips & Tricks GPC/SEC: How GPC/SEC Can Help to Reduce PET Plastic Waste
Author(s)Daniela Held, Peter Kilz
One of the major problems with plastics is recycling. Only a few materials can be recycled and the acceptance of recyclates is sometimes low. GPC/SEC can be applied to investigate the quality of materials containing recycled portions.
Advertisement
One of the major problems with plastics is recycling. Only a few materials can be recycled and the acceptance of recyclates is sometimes low. Gel permeation chromatography/size-exclusion chromatography (GPC/SEC) can be applied to investigate the quality of materials containing recycled portions.
One of the major problems with the worldwide success of plastic products is the dissipation of plastic waste into the environment. Microplastic is currently in the news because huge amounts of plastic waste have accumulated in the oceans.
Amongst the few plastics that are currently recycled in larger quantities are polyamides and polyolefins. Recycled raw material is only accepted when it offers high-aesthetic quality and a performance similar to new materials. However, polymeric chains tend to degrade each time they are processed. Thus, the molar mass distribution (MMD), which is important for the properties of the product and for the production process itself, will be different for recycled material (recyclate) and new material.
A common way to obtain suitable material is feeding recycled material into the production stream (raw material recycling). This requires chemically homogeneous (separated) materials that are not often easily available.
PET Recycling
An almost perfect example of feeding plastic waste into the production stream is poly(ethylene terephthalate) (PET), which dominates the drinking bottles market.
PET waste bottles are collected and cleaned for recycling. As gel permeation chromatography/size-exclusion chromatography (GPC/SEC) is a standard technique to assess product quality, it is also applied to investigate recycled PET materials.
Besides the MMD determined using GPC/SEC, the intrinsic viscosity, IV, is an important parameter for processing. This can either be calculated from the molar masses using Mark–Houwink coefficients or can be measured using GPC/SEC equipped with an online viscosity detector (1).
Typically the IV is different for specific product applications. While bottle-grade PET materials range between IV 0.70–0.78 dL/g for water bottles and 0.78–0.85 dL/g for soft drink bottles, fibre-grade materials for textiles cover IV ranges from 0.40–0.70 dL/g (2).
In the following example, the material properties of virgin PET and bottle waste products were investigated by GPC/SEC to measure the molar mass and MMD.
GPC/SEC Characterization of PET
As a result of its partial crystallinity, PET is only soluble in a few solvents suitable for GPC/SEC analysis. Typically separation is performed in 1,1,1,3,3,3-hexafluoro-2-isopropanol (HFIP) with the addition of potassium trifluoroacetate (K-TFAc) to suppress sample aggregation. Other, less robust, options are the use of m-cresol at higher temperatures, such as 100 °C, or the use of chloroform/HFIP mixtures.
Calibration is often performed using polymethyl methacrylate (PMMA) reference materials. This yields molar mass results based on PMMA. Typical detectors are differential refractive index, RI, but UV–vis detection at 260 nm and online viscometry for branching analysis is also possible.
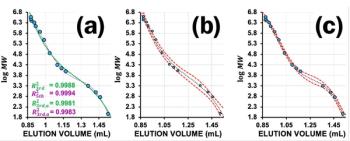
Figure 1 shows an overlay of bottleâgrade PETs. Virgin PET is shown in red, the extruded PET in pink, and a recycled PET from a bottle in green.
As expected, the recycled PET has a lower weight average molecular weight and a broader polydispersity index, PDI. Consequently, differences in the macroscopic properties, such as toughness, have been observed. As expected, the intrinsic viscosity of the recycled product is significantly smaller (Table 1).
Thus, a recycled previously bottle-grade PET could be used to produce fibres while it would not be suitable to produce bottles with accepted product properties (Table 1).
How Much Recycled Material Can be Added to Reduce New PET Use?
When it comes to processing the material into consumer goods, there is the question of how much of the recycled material can be added to a virgin PET without sacrificing bottle-grade PET product properties. GPC/SEC can help to assess possible mixing ratios and predict the properties of the blended PET without doing any initial laboratory experiments.
This can be done by blending the GPC/SEC traces of the corresponding materials followed by the determination of the molar mass distributions and molar mass averages or intrinsic viscosities. Software solutions to blend the chromatograms of the respective blend components with up to 26 different blend constituents are available.
In this PET blending case only two components will be mixed:
Chromatogram A: virgin product
Chromatogram B: recycled product
The computer-aided blending process used the following fractions of materials:
0.82*A + 0.18*B
This generated the MMD of the computerâsimulated PET material blend, which exhibits the following PET blend properties shown in Table 1. The 82:18 blend is well within the quite narrow product specifications for bottle-grade PET (acceptance limits are shown as “±” maximum deviation values).
The overlay of raw materials and the computer-optimized PET blend are shown as an MMD in Figure 2. Formation of PET drinking bottles from this PET blend of virgin and recycled PET created a product that passed all mechanical, stability, and food quality tests.
This example impressively shows that analytical science represented by GPC/SEC can help to save the environment and can create economic benefits as well.
Summary
GPC/SEC is a powerful technique to compare virgin products and recyclates for plastic products.
Intrinsic viscosities can be determined based on the molar masses and Mark–Houwink coefficients, or can be measured using a viscosity detector.
Chromatograms of raw and recycled materials can be used to determine the amount of recycled material to be fed into the production stream.
References
- D. Held, The Column8(2), 12–16 (2012).
- V.B. Gupta and Z. Bashir, in Handbook of Thermoplastic Polyesters, S. Fakirov, Ed. (WileyâVCH, Weinheim, Germany, 2002), p. 320.
Daniela Held studied polymer chemistry in Mainz, Germany, and works in the PSS software and instrument department.
Peter Kilz studied polymer chemistry in Mainz, Germany, and Liverpool, UK. He is one of the founders of PSS and head of the software and instrument department.
E-mail:
Articles in this issue
about 7 years ago
Vol 15 No 6 The Column June 2019 Europe & Asia PDFabout 7 years ago
Vol 15 No 6 The Column June 2019 North American PDFabout 7 years ago
A Design for Life Sciencesabout 7 years ago
Need a New Instrument to Innovate?about 7 years ago
Refining Nucleic Acid Characterization Using HILIC–MSabout 7 years ago
The LCGC Blog: Forensic Drug Analysis: GC–MS versus LC–MSAdvertisement
Related Content
Advertisement




Advertisement
Advertisement
Trending on LCGC International
1
The Silent Crisis: Can The Demise of Chromatography Teaching in Universities Be Reversed?
2
Multiplexed HILIC-HRMS Method Quantifies LPC and CAR Biomarkers for HCC
3
GC-MS Reveals Regional Flavor and Aroma Shifts in Oranges
4
Micro-LC-MS/MS Links 2-AG to Depression, Not Migraine
5